河南亚贝智能装备有限公司
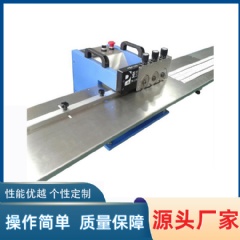
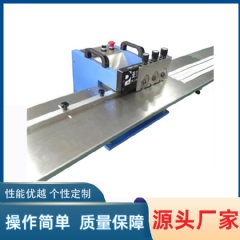
河南亚贝智能装备有限公司铝基板短板分板机-YLVC-2,又名气动铡刀式分板机, 高端质保铝基板短板分板机,应力小的分板机,确保元件损伤低。这是一款功能齐全,涵盖材质广泛的一款多功能的分板机,无论是长板短板,无论是PCB板,铝基板,还是FR4板,这款机器都适用实用,一机就能搞定,解决您样品多和杂的担心!


东莞专业生产气动分板机生产厂家长期直销批发,★分板机大品牌_选择亚兰★专业于研制,制作及销售: 专业供应各种规格分板机,走板式分板机,走刀式分板机,PCB分板机, 冲床分板机,首选【东莞市亚兰电子设备制造厂】, PCB分板机和脉冲式热压机设计生产销售厂家。